想知道安庆(本地)螺旋管常年供应产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:安庆安庆(本地)螺旋管常年供应的图文介绍
聚力群达金属材料有限公司实力雄厚,重信用、守合同,生产的 冷拉扁钢、拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 冷拉扁钢、感兴趣,请随时拨打聚力群达金属材料有限公司热线电话详细了解。
螺旋管常年供应")
螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、安庆当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。
螺旋管常年供应")
螺旋管常年供应")
9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、安庆当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。
螺旋管常年供应")
螺旋管常年供应")
螺旋管常年供应")
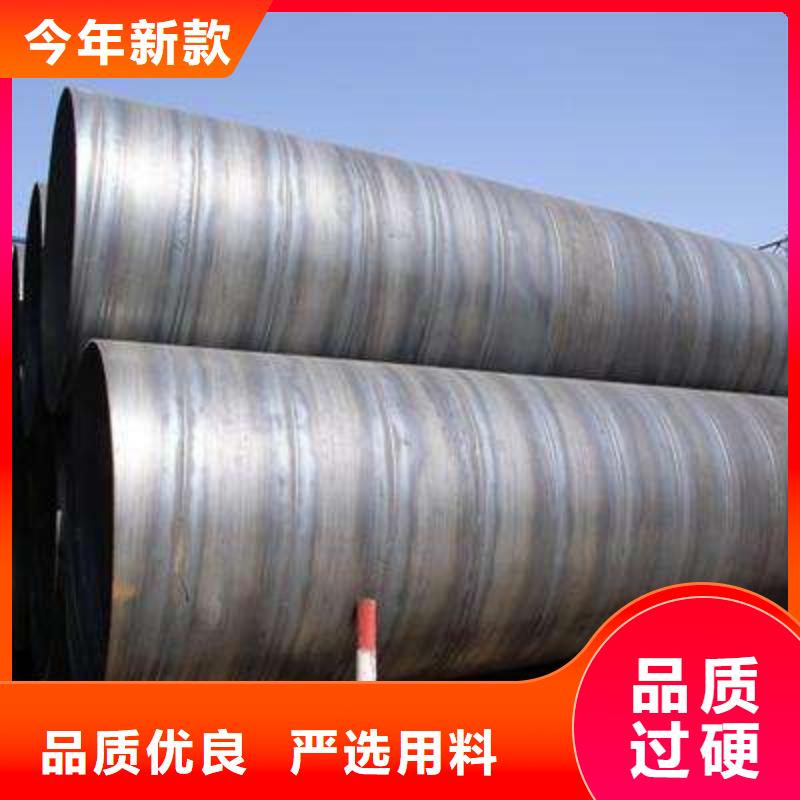
螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。
螺旋管常年供应")
螺旋管常年供应")
螺旋管常年供应")



 扫一扫
扫一扫